龙康公司是华南地区专业生产玻璃钢容器(储罐)及其制品的大型企业。公司严格执行国家和行业标准,并参照美国ASTM标准对产品进行开发、设计、生产和检验。采用微机控制长纤维连续缠绕工艺生产各种规格的玻璃钢容器(储罐)、化工塔器、管道等玻璃钢复合制品,可广泛应用于氯碱、多晶硅、食品酿造、海水淡化、电厂脱硫、钛白粉、粘胶纤维、铜铁冶金、废气处理、污水处理及城市供排水等领域。






1、玻璃钢容器质量标准
1)ASTM D3299 《Standard Specification for Filament Wound Glass-Fiber Reinforced Thermosetting Resin Chemical Resistant Tanks》
2)ASME RTP-1《Reinforced Thermoset Plastic Corrosion Resistant Equipment》
3)HG/T3983-2007《耐化学腐蚀现场缠绕玻璃钢大型容器》
4)JC/T 587-1995《纤维缠绕增强塑料贮罐》
5)HG/T21633-1991《玻璃钢管和管件》
6)SY/T0603-2005《玻璃纤维增强塑料储罐规范》
7)API SPECIFICATION 12P-1995《Specification for Fiberglass Reinforced Plastic Tanks》
8)HG/T 21504.1-92《玻璃钢储槽标准系列(VN0.5 m3-VN100m3)》
9)HG/T 21504.2-92《拼装式玻璃钢储罐标准系列(VN100m3-VN500m3)》
2、玻璃钢容器设计标准
1)HG20696-1999玻璃钢化工设备设计规定
2)ASTM D3299《Standard Specification for Filament Wound Glass-Fiber Reinforced Thermosetting Resin Chemical Resistant Tanks》
3)ASME RTP-1《Reinforced Thermoset Plastic Corrosion Resistant Equipment》
4)SH3046-1992《石油化工钢制贮罐设计规范》
5)ASTM C582 《Standard Specification for Contact-Molded Reinforced Thermosetting Plastic (RTP)Laminates for Corrosion-Resistant Equipment》
3、玻璃钢容器检测标准
1)GB/T1447-2005 纤维增强塑料拉伸性能试验方法
2)GB/T1449-2005 纤维增强塑料弯曲性能试验方法
3)GB/T2576-2005 纤维增强塑料树脂不可溶分含量试验方法
4)GB/T2577-2005 玻璃纤维增强塑料树脂含量试验方法
5)GB/T3854-2005 纤维增强塑料巴氏(巴柯尔)硬度试验方法
6)ASME RTP-1《Reinforced Thermoset Plastic Corrosion Resistant Equipment》
7)ASTM C582 《Standard Specification for Contact-Molded Reinforced Thermosetting Plastic (RTP)Laminates for Corrosion-Resistant Equipment》
8)HG/T3983-2007《耐化学腐蚀现场缠绕玻璃钢大型容器》
9)JC/T 587-1995《纤维缠绕增强塑料贮罐》
10)HG/T21633-1991《玻璃钢管和管件》
11)SY/T0603-2005《玻璃纤维增强塑料储罐规范》
12)ASM C 581《Practice for Determining Chemical Resistance of Thermosetting Resins Used in Glass Fiber Reinforced Structures Intended for Liquid Service》
4、玻璃钢容器原材料标准
1)GB/T 18369-2008《玻璃纤维无捻粗纱》
2)GB/T8237-2005 《纤维增强塑料用液体不饱和聚酯树脂》
3)GB/T13115 《食品容器及包装材料用不饱和聚酯树脂及其玻璃钢制品卫生标准》
龙康给排水技术专业生产玻璃钢贮罐,玻璃钢容器,玻璃钢储罐,玻璃钢水箱,玻璃钢管道

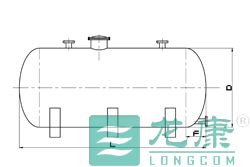
| 直径 mm |
贮罐容积单位:m3、高度单位:mm | |||||||||
| 1000 | 容积 | 1 | 2 | |||||||
| 高度 | 1370 | 2650 | ||||||||
| 1200 | 容积 | 2 | 3 | 4 | ||||||
| 高度 | 1890 | 2720 | 3660 | |||||||
| 1400 | 容积 | 2 | 3 | 4 | 5 | |||||
| 高度 | 1440 | 2080 | 2730 | 3380 | ||||||
| 1600 | 容积 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| 高度 | 2140 | 2640 | 3140 | 3640 | 4140 | 4630 | 5140 | 5640 | ||
| 1800 | 容积 | 8 | 9 | 10 | 11 | 12 | 15 | 18 | 20 | |
| 高度 | 3320 | 3700 | 4090 | 4490 | 4880 | 6060 | 7240 | 8030 | ||
| 2000 | 容积 | 10 | 11 | 12 | 15 | 18 | 20 | 25 | ||
| 高度 | 3370 | 3690 | 4010 | 4960 | 5920 | 6550 | 8140 | |||
| 2200 | 容积 | 12 | 15 | 18 | 20 | 25 | 30 | |||
| 高度 | 3360 | 4150 | 4940 | 5460 | 6780 | 8100 | ||||
| 2600 | 容积 | 20 | 25 | 30 | 35 | 40 | 50 | |||
| 高度 | 4000 | 4950 | 5890 | 6880 | 7770 | 9650 | ||||
| 3000 | 容积 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 | |
| 高度 | 3840 | 4550 | 5260 | 5970 | 7390 | 8790 | 10210 | 11630 | ||
| 4000 | 容积 | 50 | 60 | 70 | 80 | 90 | 100 | 110 | 120 | 150 |
| 高度 | 4340 | 5140 | 5940 | 6740 | 7540 | 8340 | 9140 | 9940 | 12340 | |

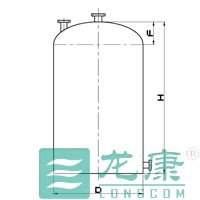

| 直径 mm |
贮罐容积单位:m3、高度单位:mm | ||||||||
| 1000 | 容积 | 1 | 2 | 3 | |||||
| 高度 | 1460 | 2370 | 4010 | ||||||
| 1200 | 容积 | 2 | 3 | 4 | |||||
| 高度 | 1990 | 2870 | 3760 | ||||||
| 1400 | 容积 | 2 | 3 | 4 | 5 | ||||
| 高度 | 1550 | 2200 | 2850 | 3500 | |||||
| 1600 | 容积 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 高度 | 2280 | 2770 | 3270 | 3770 | 4270 | 4760 | 5260 | 5760 | |
| 1800 | 容积 | 8 | 9 | 10 | 11 | 12 | 15 | 18 | 20 |
| 高度 | 3460 | 3860 | 4250 | 4640 | 5040 | 6120 | 7390 | 8180 | |
| 2000 | 容积 | 10 | 11 | 12 | 15 | 18 | 20 | 25 | |
| 高度 | 3540 | 3850 | 4170 | 5130 | 6080 | 6720 | 8310 | ||
| 2200 | 容积 | 12 | 15 | 18 | 20 | 25 | 30 | ||
| 高度 | 3540 | 4330 | 5120 | 5650 | 6960 | 8280 | |||
| 2600 | 容积 | 20 | 25 | 30 | 35 | 40 | 50 | ||
| 高度 | 4220 | 5160 | 6100 | 7050 | 7990 | 9870 | |||
| 3000 | 容积 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 |
| 高度 | 4100 | 4800 | 5510 | 6620 | 7630 | 9050 | 10460 | 11880 | |



| 直径 mm |
贮罐容积单位:m3、高度单位:mm | ||||||||
| 1000 | 容积 | 1 | 2 | 3 | |||||
| 高度 | 1460 | 2370 | 4010 | ||||||
| 1200 | 容积 | 2 | 3 | 4 | |||||
| 高度 | 1990 | 2870 | 3760 | ||||||
| 1400 | 容积 | 2 | 3 | 4 | 5 | ||||
| 高度 | 1550 | 2200 | 2850 | 3500 | |||||
| 1600 | 容积 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| 高度 | 2280 | 2770 | 3270 | 3770 | 4270 | 4760 | 5260 | 5760 | |
| 1800 | 容积 | 8 | 9 | 10 | 11 | 12 | 15 | 18 | 20 |
| 高度 | 3460 | 3860 | 4250 | 4640 | 5040 | 6120 | 7390 | 8180 | |
| 2000 | 容积 | 10 | 11 | 12 | 15 | 18 | 20 | 25 | |
| 高度 | 3540 | 3850 | 4170 | 5130 | 6080 | 6720 | 8310 | ||
| 2200 | 容积 | 12 | 15 | 18 | 20 | 25 | 30 | ||
| 高度 | 3540 | 4330 | 5120 | 5650 | 6960 | 8280 | |||
| 2600 | 容积 | 20 | 25 | 30 | 35 | 40 | 50 | ||
| 高度 | 4220 | 5160 | 6100 | 7050 | 7990 | 9870 | |||
| 3000 | 容积 | 25 | 30 | 35 | 40 | 50 | 60 | 70 | 80 |
| 高度 | 4100 | 4800 | 5510 | 6620 | 7630 | 9050 | 10460 | 11880 | |


| 序号 | 环境因素 | 树脂适用材料 | 纤维适用材料 |
| 1 | 饮用水 | 乙烯基、食品级间苯、PE、PP等 | E、ECR、ECT |
| 2 | 弱酸性环境 | 乙烯基、环氧、间苯、酚醛、呋喃、PE、PP等 | C、ECR、ECT |
| 3 | 强酸性环境 | 酚醛、呋喃、乙烯基、PP等 | C、ECR、ECT |
| 4 | 弱碱性环境 | 乙烯基、呋喃、间苯、环氧、PP等 | AR、ECR、ECT |
| 5 | 强碱性环境 | 呋喃、PP等 | AR、ECT |
| 6 | 低温环境 | 乙烯基、环氧、间苯、呋喃等 | C、E、ECR、ECT、AR |
| 7 | 常温环境 | 乙烯基、环氧、间苯、酚醛、呋喃、邻苯、PE、PP等 | C、E、ECR、ECT、AR |
| 8 | 高温环境 | 乙烯基、间苯、酚醛、呋喃、双酚A等 | E、ECR、ECT |
| 9 | 有机溶剂 | 酚醛、呋喃、PE、PP等 | E、ECR、ECT |
| 10 | 低浓度盐类 | 乙烯基、环氧、间苯、酚醛、呋喃、邻苯、PE、PP等 | C、E、ECR、ECT |
| 11 | 高浓度盐类 | 乙烯基、间苯、酚醛、呋喃、双酚A等 | E、ECR、ECT |
| 12 | 强氧化物类 | 乙烯基、间苯、呋喃、PP等 | E、ECR、ECT |
| 13 | 含氟离子 | 乙烯基、环氧、间苯、酚醛、呋喃、邻苯、PE、PP等 | 涤纶、芳纶等有机纤维 |
| 考虑因素 | 选择顺序 |
| 塔径 | ①800mm以下,填料塔 ②大塔径,板式塔 |
| 具有腐蚀性物料 | ①填料塔 ②穿流式塔 ③筛板塔 ④喷射型塔 |
| 污浊液体 | ①大孔径筛板塔 ②穿流式塔 ③喷射型塔 ④浮阀塔 ⑤泡罩塔 |
| 操作弹性 | ①浮阀塔 ②泡罩塔 ③筛板塔 |
| 真空操作 | ①填料塔 ②导向筛板塔 ③网孔板塔④筛塔 ⑤浮阀板塔 |
| 大液气比 | ①多降液管筛板塔 ②填料塔 ③喷射型塔 ④浮阀塔 ⑤筛板塔 |
| 存在两液相的场合 | ①穿流式塔 ②填料塔 |
| 规格(DN) | r | l/min | L | tp | △ |
| DN≤6500 | 50 | 200 | 250 | 设计厚度 | 8 |
| 6500<DN≤8500 | 80 | 200 | 250 | 8 | |
| 8500<DN≤11000 | 100 | 250 | 450 | 10 | |
| 11000<DN≤15000 | 120 | 250 | 450 | 10 | |
| DN>15000 | 120 | 300 | 450 | 10 |
玻璃钢净化塔采用新版本的数控纤维缠绕机制造,具体制造工艺如下:
1、玻璃钢塔器制作材料的选用:玻璃钢塔器制造将根据我们以往的经验在材料选则上用乙烯基树脂,增强材料选用无碱无捻连续纤维纱。
2、玻璃钢塔器制作准备工作:
(1)仔细阅读设计文件,注意原材料选用、各部分尺寸、模具的选用、铺层设计等关键事项,做到心中有数。
(2)设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;
(3)清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;
(4)缠聚酯薄膜。为方便脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB 13950-1992的要求。
3、玻璃钢塔器制作筒体内衬成型:玻璃钢内衬按结构又分内衬层和过渡层,主要起防腐防渗作用。
(1)内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
(2)按设计要求的铺层步骤进行内衬层制作。内衬的制作采用钢制模具,进口维纳斯喷枪喷射成型。内衬树脂含量高,具有很好的防腐防渗作用,其内衬层树脂含量在92%以上,过渡层树脂含量80%。
(3)过程检验。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,若发生上述情况应及时汇报并采取处理措施;
(4)内衬深度固化,脱模。
4、上下封头成型加强。封头按结构分内衬层和结构层。
(1)玻璃钢封头内衬层成型与玻璃钢筒体内衬成型工艺及原材料相同,采用喷枪喷射成型,树脂含量高。封头内衬层铺设完毕,深度固化。
(2)铺设封头结构层,喷枪喷射喷射纱与玻璃布交替进行。玻璃布各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。要求各增强材料层达到设计的树脂含量要求。
(3)过程检验,深度固化,脱模。
5、玻璃钢塔器组装:
(1)将固化好的筒体内衬和封头脱模,切割成设计文件规定的尺寸。
(2)用组装环将筒体内衬和封头对接,将组装环调整到公称直径Φ-30mm,组装环插入筒体内衬,胀紧组装环至工称直径Φ-15mm,将下封头套在组装环外露部分,缓慢胀紧组装环,并测量内衬周长及3点(均布)直径,至达到标准要求。
(3)铺设对接缝外加强层,打磨接缝区,由内至外阶梯式(宽度递增)铺设外接缝,外层宽度不小于500mm。整体加强完毕,用内衬树脂及短切毡粘接内缝,由外至内阶梯式(宽度递增)铺设。
(4)过程检验。
6、玻璃钢塔器整体加强:
(1)将组装好的设备壳体接入数控纤维缠绕机,打磨、修整设备壳体外表面。在内衬管口处钻孔,充气保证内衬的圆度。
(2)用短切毡局部加强下封底与筒体拐角应力集中区,调整缠绕角及封头包角,依适应封头应力集中特性,下封头包敷宽度大于250mm,筒体包敷高度400mm。
(3)采用一高三多、退缠进喷,喷射纱、环向与交叉缠绕交替进行,并通过调整内衬转速及纤维张力,保证罐壁树脂含量。外斜底设备下封头底面与设备轴线不垂直,调整缠绕设备及缠绕参数,整体加强中交叉缠绕的缠绕长度大于设备筒体长度,设备主体旋转1200,缠绕纱对设备上下封头形成花蕾式包敷。
(4)过程检验,深度固化。
7、玻璃钢塔器装配管口:根据图纸划线定位,开孔安装管口。
8、玻璃钢塔器外保护层:整体制作完毕后(包括配件安装),喷涂防护层,抗老化胶衣树脂添加紫外线吸收剂、增韧剂。
9、送检。
龙康技术
各位用户,龙康的出货动态,请关注龙康微博,
![]()
![]()